
薄板SUS溶接・低歪みステンレス製品
ステンレス製缶品の一番のネックは歪です。特に薄板は歪みやすく、フランジ面などが弓なりになっていたり、タンクの表面がボコボコになったりします。
当社は薄板溶接も得意です。独自の溶接方法により溶接の時点で歪を最小限にし、取り除くことにこだわっています。2017年にはアマダのYAGレーザー溶接機を導入し、さらなる薄板・低歪み溶接に磨きをかけています。






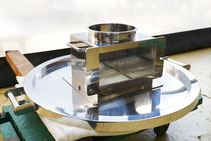
SUS304 本体3tのケースですが直接上にホッパーがついています。
フランジ面との距離が短くひずみやすいですが、ひずみは最小限です。

SUS304 1.5tの蓋です。食品用ですので内外面フル溶接、溶接個所が多いですが歪みは最小限です。






1tのBA管を溶接します、歪は無いです。



SUS304 1tの角ホッパー2種類です。。食品機械の設備なんで内外面フル溶接、上下面のフランジを合わせても歪み最小限です。

SUS304 2tの板に8Aのソケットフル溶接です。

裏はこんな感じの仕上がり

歪はこんな感じ。
ないでしょ!



2tのステンレスの板をロールで巻き、t9*12.5の旋盤もののリングをつけます。とても歪みやすく真円度も出にくいのですが
溶接後の真円度0.2mm以内です。


sus304
本体3mm上部にフェルールがついていて、内部は2重構造になっておりフル溶接です。小さいわりには溶接個所が非常に多く、とても歪みやすい製品です。
上部のフェルールの真円度0.5mm以内、サイドのねじの部分の直角も出ています。



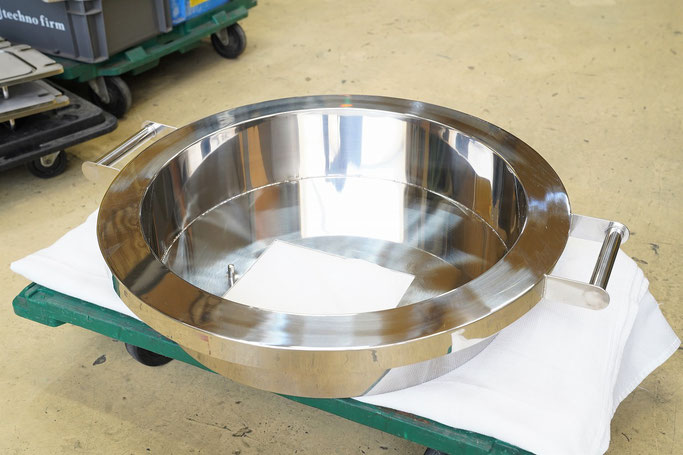
sus304本体3mm、フランジ6mmの内外フル溶接品です。フランジ面の歪は0.2mm以内です。


sus316L 3mmのタンクです。内面に20mmの角フランジを入れフル溶接していますが歪は最小限に抑えていますので、タンクの歪みはかなり少ないです。

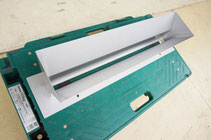
SUS304
6mmの正面フランジの内側に1.5mmのボックスをフル溶接しました。
修正後、歪ゼロです。

大手製鉄所向けの自動マーキングシステムの配管です。
SUS304 15Asch40
最大使用圧力は6MPaです。
溶接により、普通は全体に波打つように歪が出るのですが、溶接時に歪を抑え修正しているのできれいにできています。

SUS304 本体2t*1000*2000のタンクです。
50角の角柱が8本付き、中板をつけてすべてフル溶接ですが、ご覧のとおり歪は最小限です。

SUS304 本体3mm、フランジ面6mmの内外溶接、ビードカットですが、ケースと蓋のひずみ、0.2mm以内です。

SUS304 600マルのタンクです。
真円きっちり出ています。

SUS304 1.5t*φ125のパイプに25A,10A、8Aのソケットを10個溶接付しています。
さし目では0.5以内です。

SUS304 本体3tとフランジ6mmをフル溶接。
修正後、歪ゼロです!!